
Anpassad precision CNC-bearbetning av rostfritt stål / Hydrauliska styrventildelar i mässing
Produkter
Senastenyheter
Kvalitet härrör från rigoröst hantverk
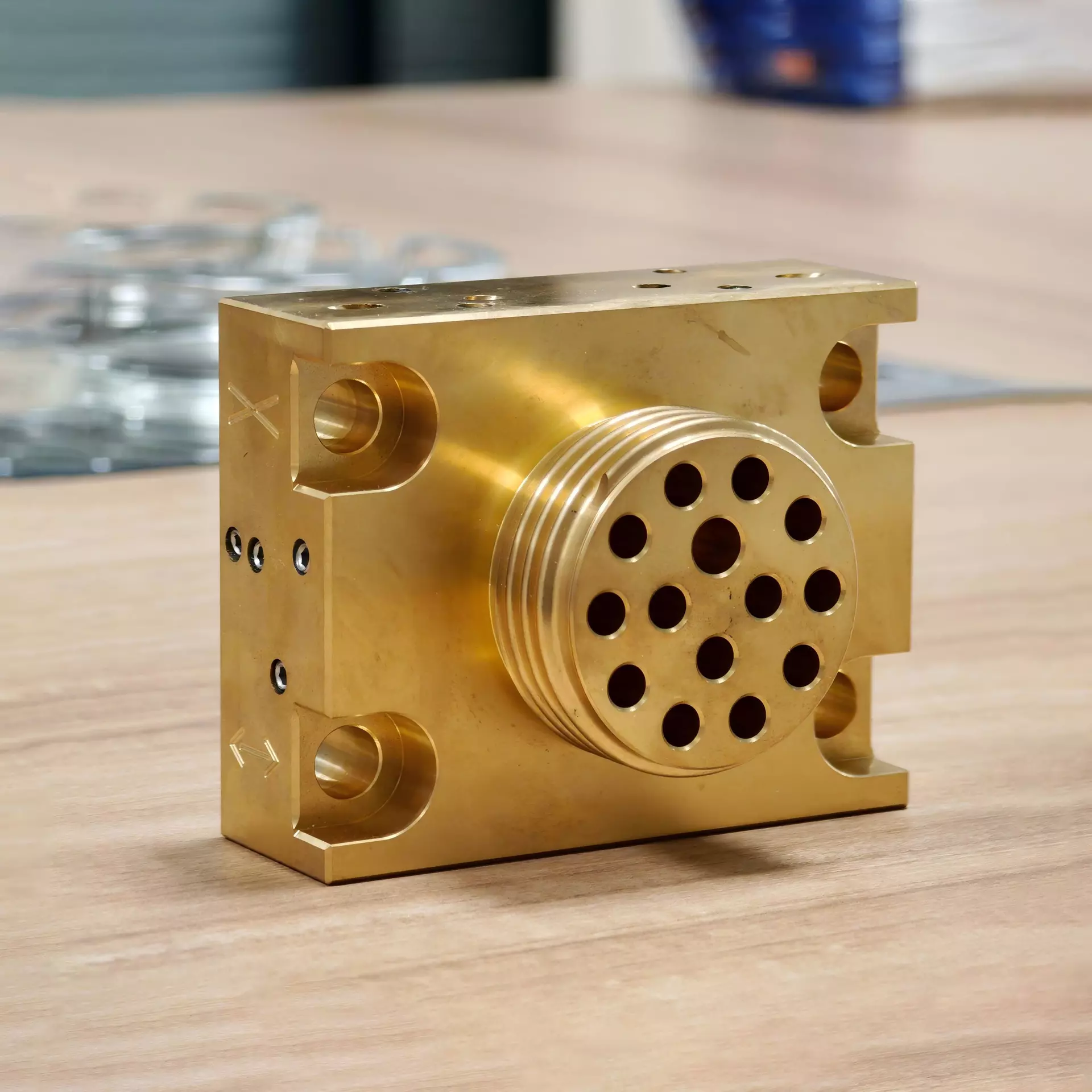
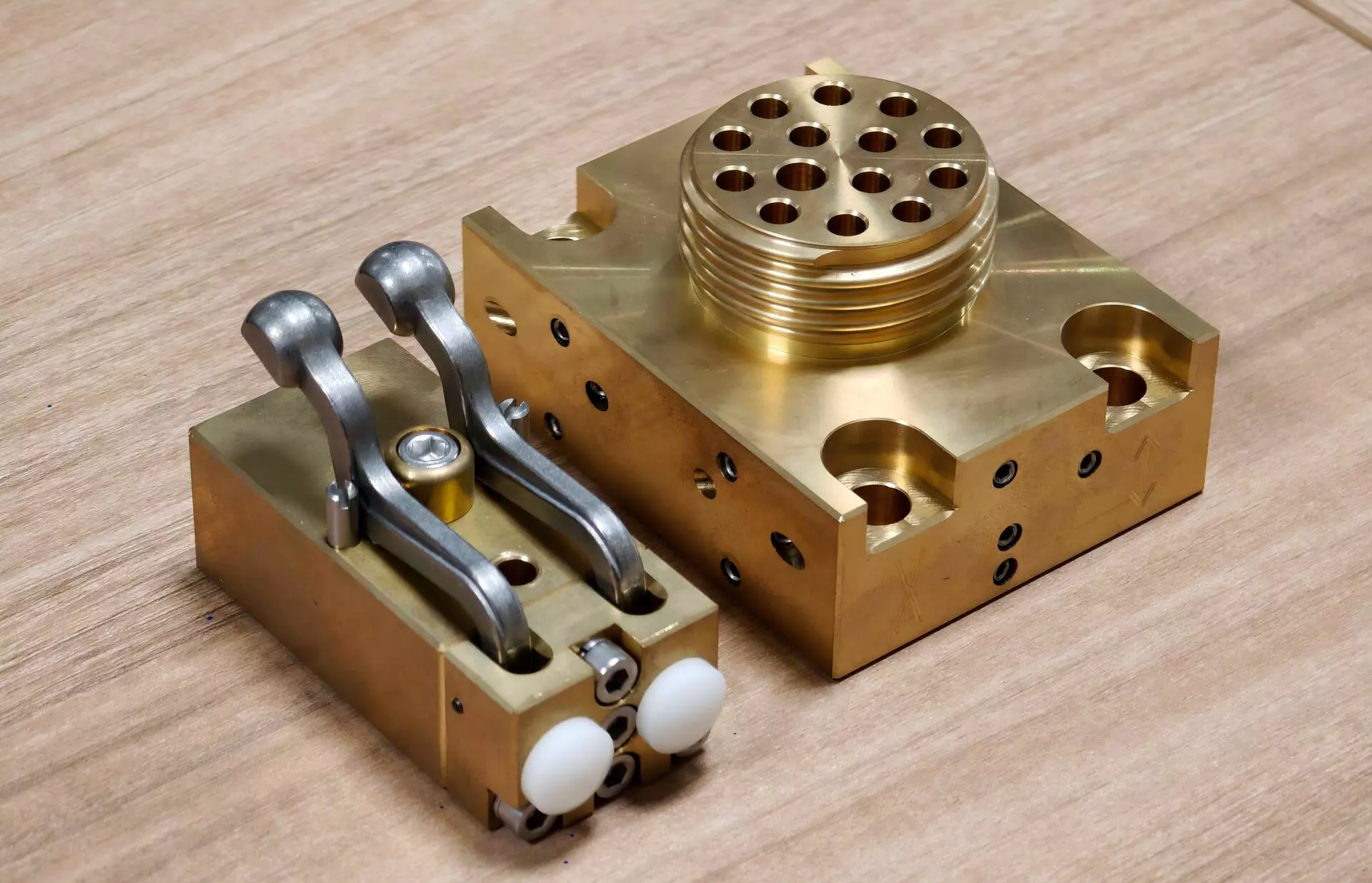
Den hydrauliska styrventilen, som "hjärtat" i det hydrauliska systemet, bestämmer dess prestanda direkt driftnoggrannheten och stabiliteten hos byggmaskiner, industriell automationsutrustning och andra enheter. Vi litar på den globala fördelen med precisionsmekanisk tillverkningskluster i Dongguan och följer de bästa internationella tillverkningsstandarderna, har vi etablerat en komplett process och hög-precisionsproduktionssystem från val av råmaterial till produktleverans, vilket säkerställer att varje hydraulisk styrventil kan arbeta stabilt och tillförlitligt under extrema förhållanden.
Råvaruanskaffning och pre-behandling: Bygger en solid grund för kvalitet
1. Strikta materialvalskriterier Vi matchar råmaterial exakt baserat på applikationsscenarierna och prestandakraven för den hydrauliska styrventilen: Välj 430F rostfritt stål eller segjärnsmaterial för att säkerställa att ventilkroppen har hög hållfasthet och hög densitet, som kan motstå tryck över 700 bar.
Ventilkärna och ventilhylsa: Använd rostfritt stål, legerat stål etc. för slitage-motståndskraftig och korrosion-resistenta material för att säkerställa att ventilkärnan kan röra sig flexibelt i ventilhusets hål under lång tid, med spelrummet strikt kontrollerat inom 0,005 - 0,035 mm. Tätningskomponenter: Använd importerad hög-prestanda gummi och kompositmaterial, som kan anpassas till extrema temperaturintervall av -50 ℃ till +100 ℃, vilket säkerställernoll-läckagetätningsprestanda.
2. Fina pre-behandling Leverantörsutvärdering och lagerinspektion: Etablera ett globalt leverantörsutvärderingssystem och samarbeta endast med hög-kvalitetsleverantörer som uppfyller ISO9001-certifieringen. Efter att varje sats av råmaterial anländer används flera metoder som spektroskopianalys, hårdhetstestning och metallografisk inspektion för att säkerställa att materialsammansättningen och prestanda uppfyller internationella standarder.
3. Åldringsbehandling och feldetektering: För gjutjärn och stålämnen utförs åldringsbehandling före bearbetning för att eliminera inre spänningar och förhindra efterföljande bearbetningsdeformation. Samtidigt används ultraljudsfeldetektering och magnetiska partikelfeldetekteringstekniker för attnoggrant upptäcka interna defekter i materialet och förhindra att undermåliga råmaterial flödar in i produktionslinjen.
Exakt bearbetningsteknik: Mikrometer-nivå precisionskontroll
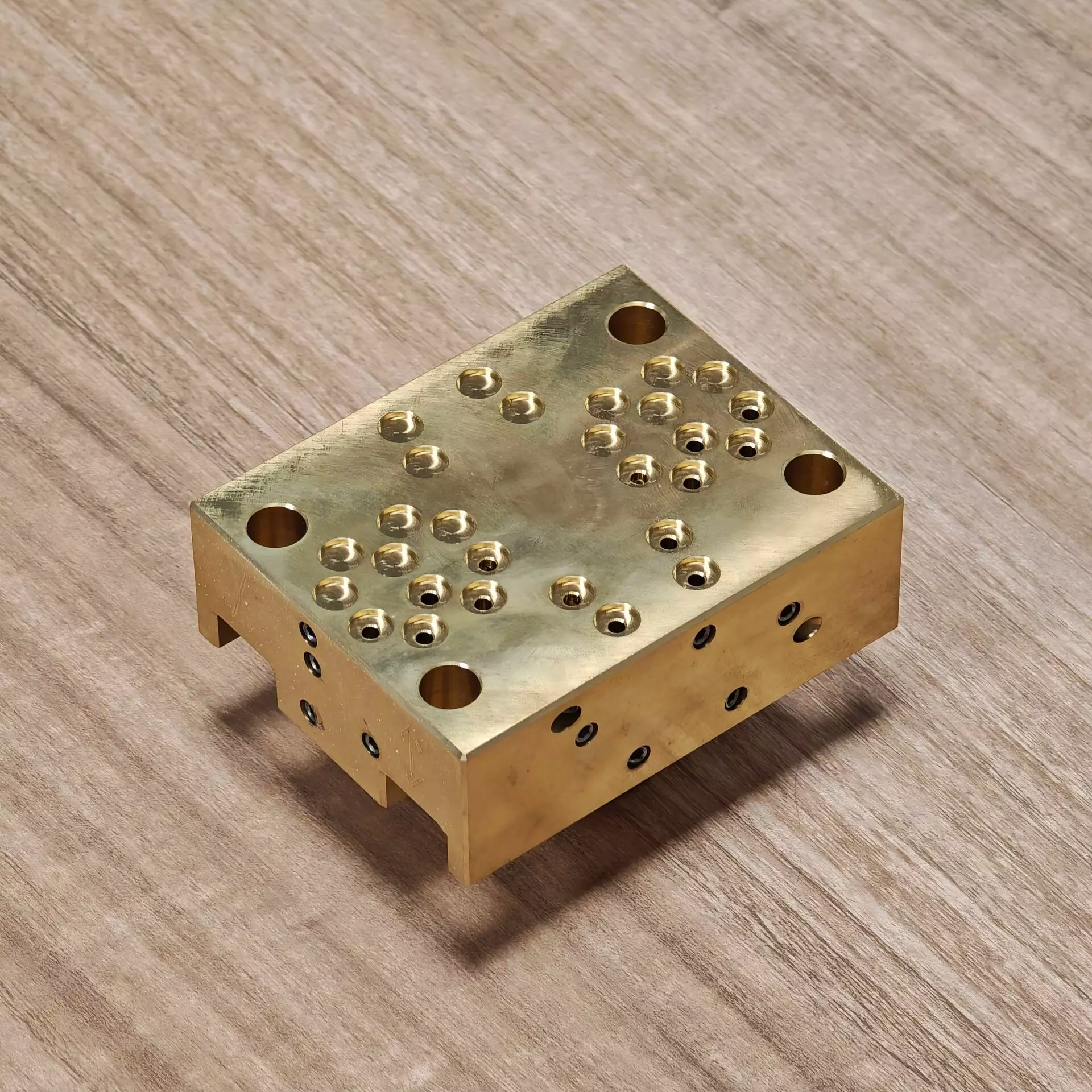
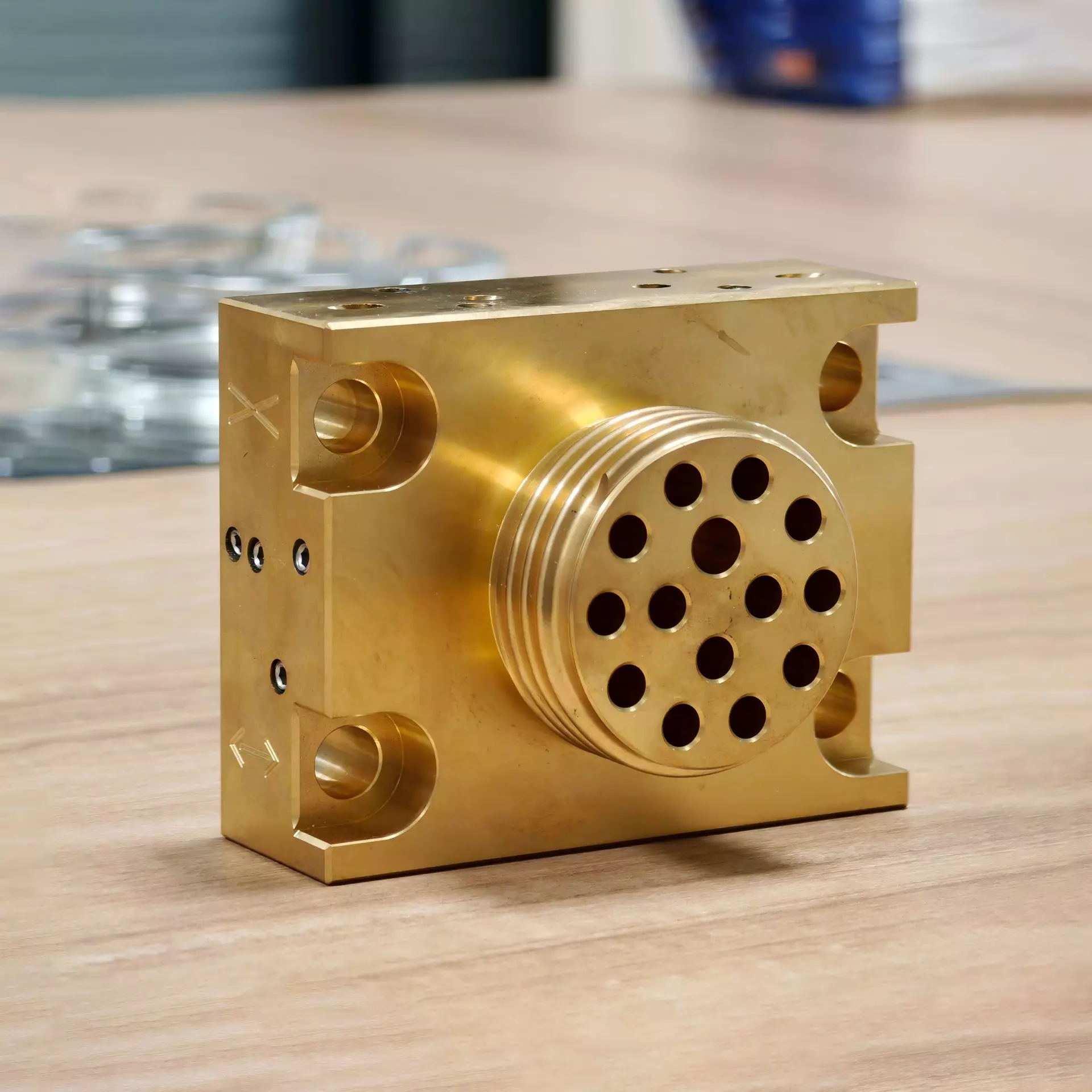
1. Ventilkroppsbearbetning: Garanterat hög styvhet och tätningsprestanda. Ta strömmen-hydraulisk riktningsventil ventilkropp som ett exempel, vi använder ett horisontellt bearbetningscenter för helautomatisk bearbetning, och processflödet är som följer:
-Grovfräsning och finborrning: Grovfräs de olika planen på ventilkroppen, lämna en 0,2 - 0,4 mm bearbetningsmån; borra sedan huvudhålet fint för att säkerställa att toleransen för håldiametern kontrolleras inom IT7-nivån och ytjämnheten Ra ≤ 0,8μm.
-Spårbearbetning: Använd en femma-axelbearbetningscenter för att slutföra borrningen och fräsningen av de komplexa flödeskanalerna inuti ventilkroppen, strikt kontrollera positionen och koaxialiteten för hålen för att ≤ 0,01 mm, vilket minskar förlusten av vätskeflödesmotstånd.
-Slipning och polering: Utför slipbehandling på huvudhålet för att uppnå en ytjämnhet på Ra ≤ 0,2μm, vilket säkerställer matchningsnoggrannheten för ventilkärnan och ventilkroppen, och minskar risken för internt läckage.
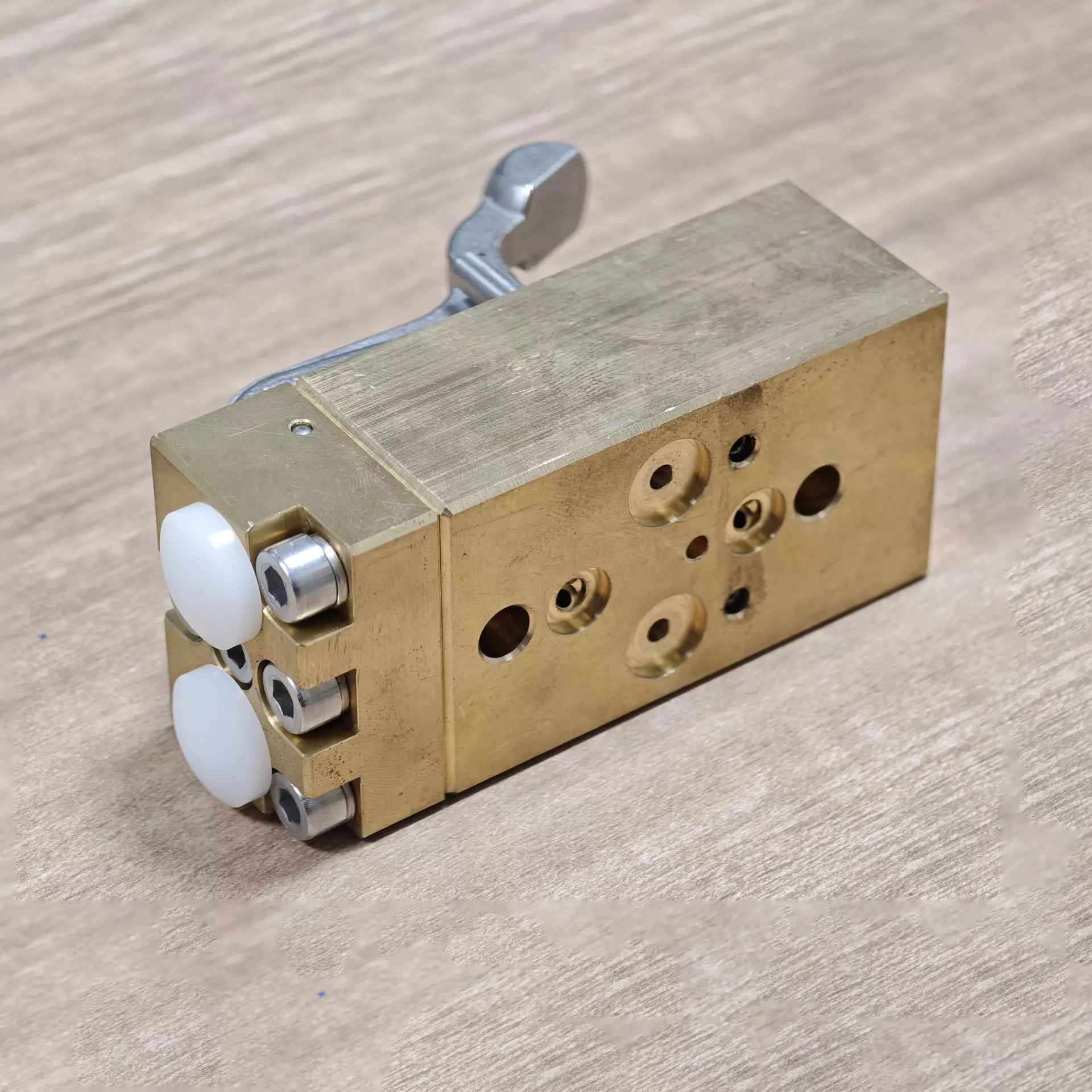
2. Bearbetning av ventilkärna och ventilhylsa: Hög-precisionspassande delar tillverkar ventilkärnan och ventilhylsan som de centrala funktionella komponenterna i den hydrauliska styrventilen. Bearbetningsnoggrannheten påverkar direkt ventilens svarshastighet och kontrollnoggrannhet:
-Precisionssvarvning: Använd en CNC-svarv för att utföra multi-process att slå på ventilkärnan, med den yttre diametertoleransen kontrollerad inom 0,002 mm, och det cylindriska felet ≤ 0,001 mm.
-Slipning och polering: Uppnå högt-precisionsslipning av ventilkärnans yta genom en extern cylindrisk slipmaskin, med ytjämnhet Ra ≤ 0,1μm;nyckelytorna använder sig av manuell poleringsteknik för att ytterligare förbättra ytjämnheten och passningsnoggrannheten.
-Ventilhylsbehandling: Ventilhylsans inre hål bearbetas med djuphålsborrnings- och honingtekniker för att säkerställa enhetligt och stabilt matchningsspel mellan det inre hålet och ventilkärnan, med speltoleransen kontrollerad inom 0,005 mm.
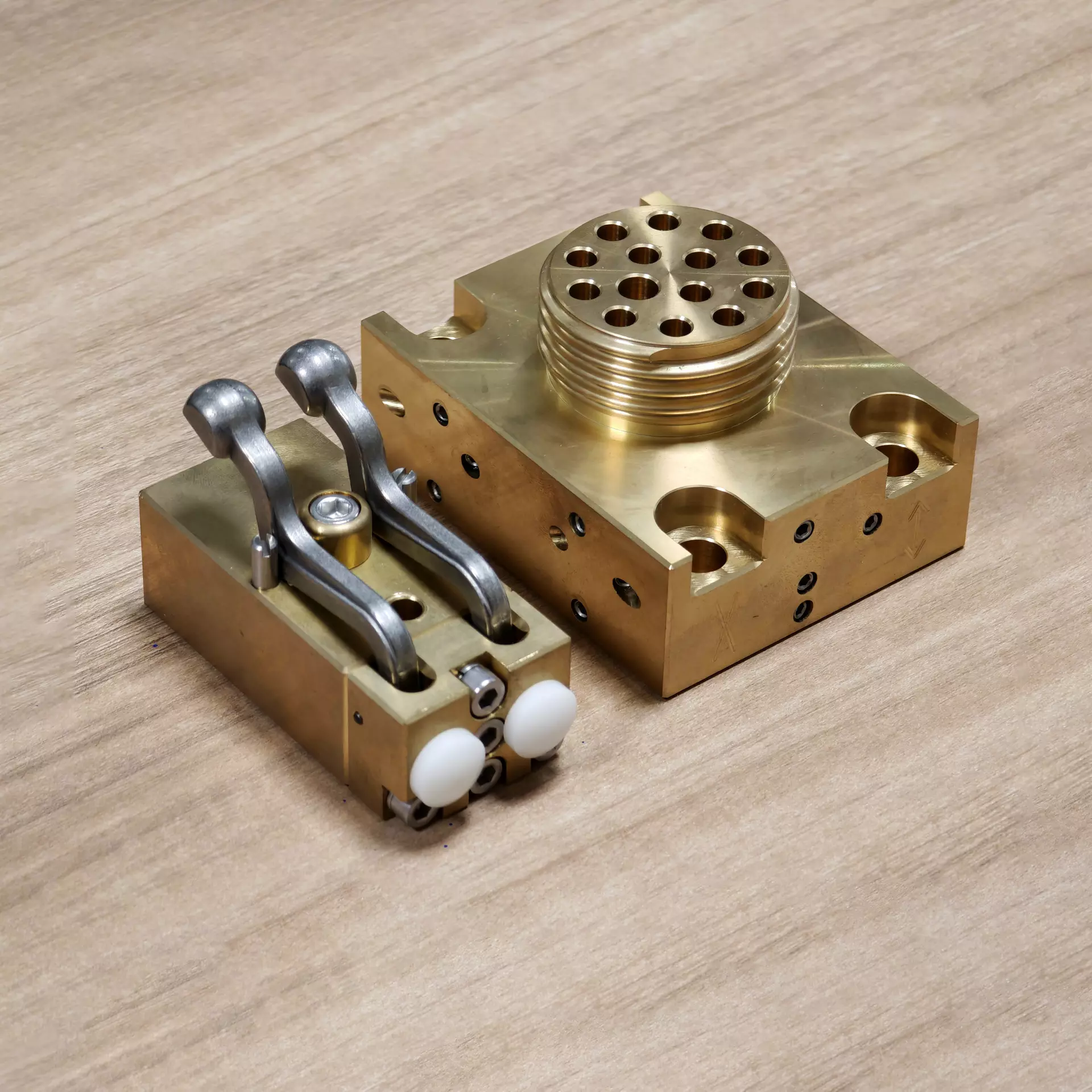
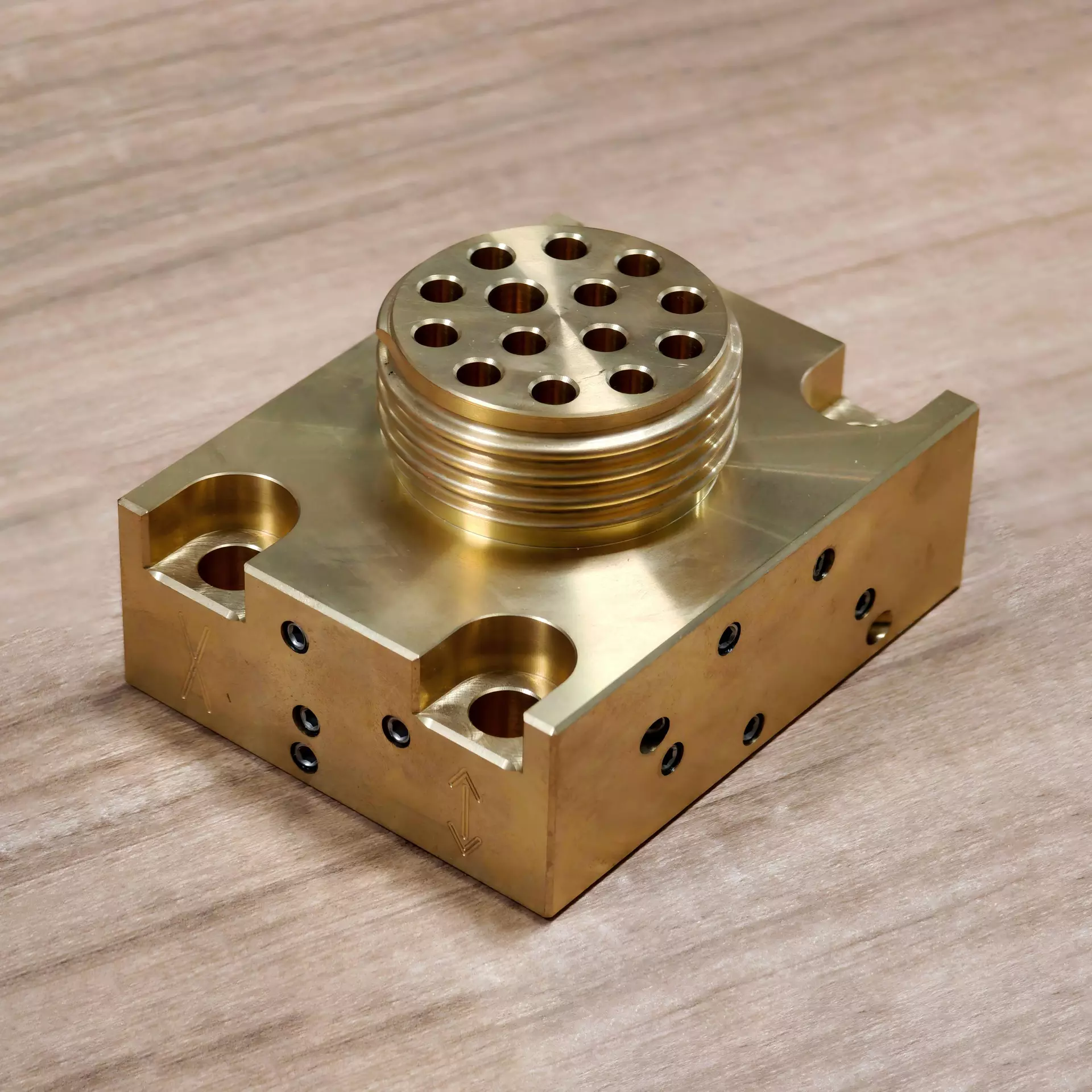
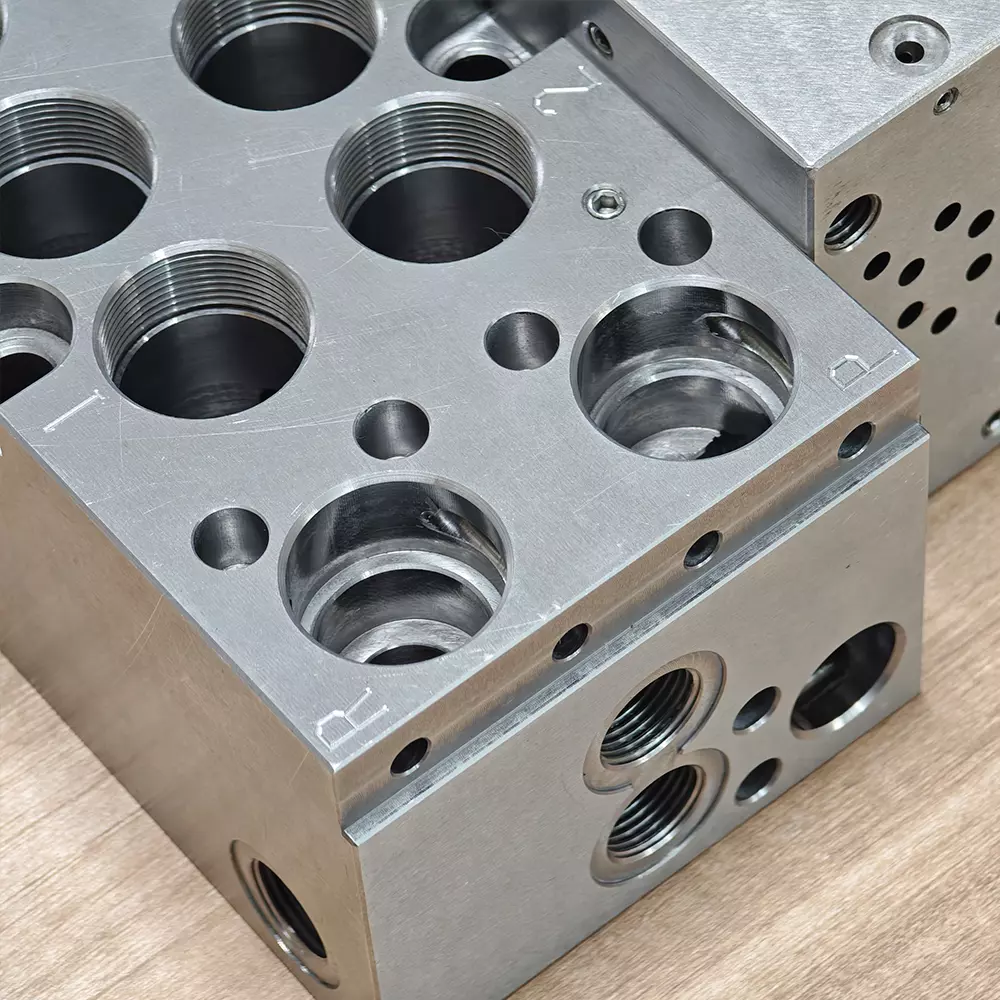
3. Ventilblocksbehandling: Modulär integrationskärna
För modulära hydrauliska styrventilgrupper använder vi standardiserade ventilblocksbehandlingstekniker:
-Sex-finslipning på sidor: Genom en CNC-slipmaskin, utför finslipning på ventilblockets sex ytor för att säkerställa parallelliteten hos intilliggande ytor ≤ 0,03 mm och vinkelrätheten hos intilliggande ytor ≤ 0,05 mm.
-Spårbearbetning: Använd ett CNC-borr- och gängcenter för att slutföra bearbetningen av gängade hål, plugg-i ventilhål etc. på ventilblocket. Gängnoggrannhetennår grad 6H, och positionsfelet för hålen är ≤ 0,02 mm.
-Gradning och rengöring: Använd en kombination av hög-tryckvattenstråle och ultraljudsrengöring för attnoggrant ta bort grader och föroreningar från flödeskanalerna inuti ventilblocket, vilket säkerställer att det hydrauliska systemet är rent för att uppfylla NAS 8-standarden.


Ytbehandling och skydd: Förlänger produktens livslängd
För att förbättra korrosionsbeständigheten och slitstyrkan hos den hydrauliska styrventilen använder vi flera ytbehandlingsprocesser:
-Ventilhus: Fosfatbehandling och elektrostatisk sprutning utförs, varvid ytbeläggningens tjockleknår ≥ 60 μm. Detta kan motstå syra-basmiljöer och ultraviolett strålning.
-Ventilkärna och ventilhylsa: Hård kromgalvanisering ellernitreringsbehandling tillämpas, med ythårdheten somnår HV800 eller högre, vilket ökar slitstyrkan med 3 - 5 gånger.
-Ventilblock: De interna flödeskanalerna genomgår syratvätt och fosfatering, medan den yttre ytan är behandlad med galvanisering ellernickelplätering för att effektivt förhindra rost och korrosion.
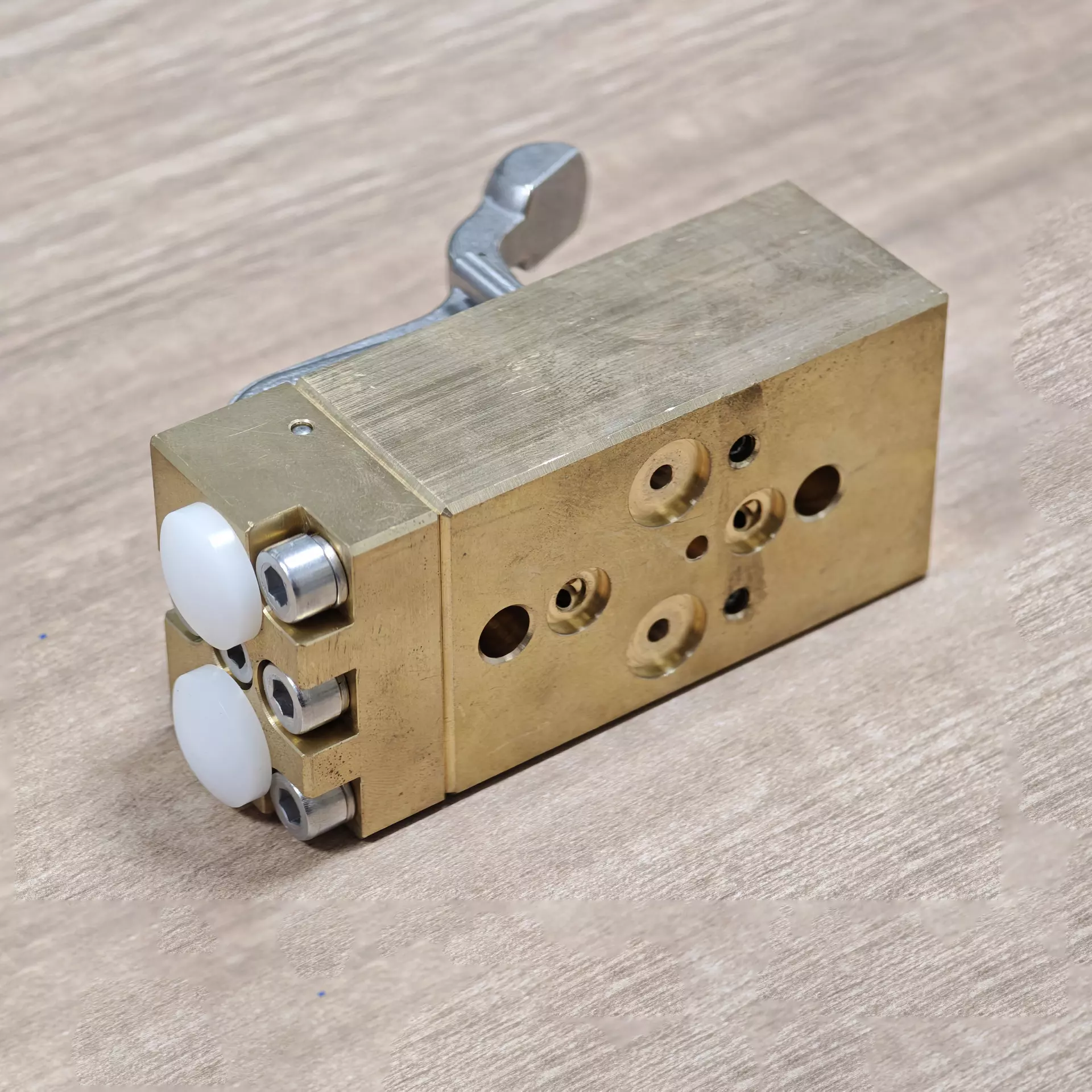
Montering och testning: Dubbel försäkran om prestanda och tillförlitlighet
1. Ren verkstadsmontering: Monteringen utförs i ett renrum med en renhetsnivå på 10 000. Professionella tekniker använder speciella verktygsfixturer för att montera den hydrauliska styrventilen:
-Komponentrengöring: Alla monteringskomponenter rengörs tre gånger i en ultraljudsrengöringsmaskin för att säkerställa att inga föroreningar finns på ytan.
-Exakt montering: Monteringen utförs i enlighet med den internationella standarden ISO 4401. Matchningsspelet mellan ventilkärnan och ventilhuset är 100% inspekteras med en pluggmätare för att säkerställa att monteringsnoggrannheten uppfyller designkraven.
-Tätningsdetektering: Ventilhusets tätningsyta testas med en heliummasspektrometriläckagedetektor, med läckagehastigheten kontrollerad under 1×10^-7 Pa·m³/s.
2. Fullständig prestandatestning: Efter att varje hydraulisk styrventil har monterats genomgår den strikt prestandatestning:
-Trycktest: Under 1,5 gånger detnominella trycket utförs ett tryckhållningstest i 30 minuter utan läckage eller deformation.
1、Kunder tillhandahåller ritningar eller prover
Kunder tillhandahåller ritningar (format: CAD.PDF.STP) eller prover. Följande information på kartan är tydlig och tydlig: bearbetningsvolym, material, precision och tolerans, ytbehandling och speciella krav. Skicka gärna ritningarna till brevlådan.
2、Utvärdera erbjudandet
Efter att kundtjänsten fått ritningarna och proverna lämnar de in dem till tekniska avdelningen för seriös utvärdering. Om det finnsnågra frågor kommer de att kommunicera så snart som möjligt och vänta på vårt svar och feedback på offertinformationen.
3、Offerttid
Offerttid: inom 24 timmar, förutom speciella omständigheter, kommer vi att svara kunden efter att ha mottagit ritningarna eller proverna.
4、Skriv ett kontrakt
Förhandla med kunden för att bekräfta innehållet i delofferten och beställningsartiklar, och bekräfta betalnings- och betalningssäkerheten för denödvändiga delarna. Vi lovar att göra vårt bästa för att ge kunderna den bästa bearbetningsplanen. Priset är inte den enda faktorn i vår tjänst. Kvalitet, leverans och efter-säljservice är lika viktiga.
5、Servicedetaljer
Kundtjänstpersonalen kommer att uppmärksamma kontakten och omgående rapportera framstegen i bearbetningen av delar och kundens förpackningskrav under leveransprocessen.
6、QC-inspektion
Efter att delarna har bearbetats, levereras de till kvalitetsavdelningen för omfattande inspektion och leverans.
7、Accept av leverans
Ordna logistik- och leveransärenden, och bekräfta pånytt informationen från mottagaren eller det mottagande företaget före leverans, och slutför betalningen vid denna tidpunkt.
8、Efter-försäljningstjänst
Efter att delarna är färdiga kommer kunden omedelbart att återkoppla och få information. Om du harnågra frågor, vänligen kontakta säljarna och efter-säljare i tid kommer vi att ta itu med dem så snart som möjligt, så att kunderna kan vara trygga och se fram emot fler möjligheter till samarbete. Tack.
Tre varma tips
1. Om leverans
Produktionsdatum: Kunder och affärssäljare kommer att följa upp hela processen. Om leveransdatumet ändras, vänligen kommunicera och förhandla med kunden en dag i förväg.
Logistikleverans: På grund av den tunga vikten av mekaniska produkter måste leveransmetoden förhandlas fram av båda parter. Jag hoppas också att kunderna kan förstå och hålla med om den faktiska produkten av arbetsstycket.
2. Om leveransavgift
Frakten står kunden för. The customer service and business record staff will report to the customer according to the actual transportation cost of the product in each country/region, and communicate clearly with the customer, reconfirm the information of the workpiece, the customer's receiving information, and the logistics packaging and transportation requirements, etc. After the customer receives the product, please confirm that the workpiece isnot damaged or missing parts before signing. If you donot carefully check the receipt or the consignee causes product loss or omission or other problems, you will be responsible for the consequences, please pay attention.
3. Om efter-försäljning
Efter att kunden fått produkten, om produkten inte uppfyller kraven, kommer vårt företag först att analysera var problemet finns. Om det är ett bearbetningsfel kommer vårt företag att ordna om eller full återbetalning så snart som möjligt. Om kundens ritning är fel, om provet är fel och produkten skrotas kommer det att diskuteras separat. Jag tror att alla problem kan lösas på ett tillfredsställande sätt genom kommunikation och förhandling tills kunden ärnöjd.
Relaterade produkter
Besläktad blogg

Välkommen Mr.Nurullah från Turkiet för att besöka vår fabrik
Varmt välkomna Jewel från Bangladesh och experterna från Japan att besöka Wanda Tech
Vi har vår egen anodiserade fabrik
Välkommen turkiska kunder som besöker Wanda Tech
Ett parti högt-End CNC -utrustning har lagts i produktion